इस तथ्य के बावजूद कि लगभग सभी आधुनिक गैस नियंत्रण बिंदु (जीआरपी) उच्च हैं प्रदर्शन गुण, बिल्कुल कोई भी हाइड्रोलिक फ्रैक्चरिंग पूरी तरह या आंशिक रूप से विफल हो सकती है। हाइड्रोलिक फ्रैक्चरिंग यूनिट की सेवा करने वाले कर्मियों का मुख्य कार्य उपकरण की खराबी का समय पर पता लगाना और उसे खत्म करना है। गैस नियंत्रण उपकरणों का निरीक्षण और मरम्मत करने वाले विशेषज्ञों को अक्सर किन समस्याओं का सामना करना पड़ता है? आपातकालीन स्थितियों का कारण क्या है? उपकरण विफलताओं को कैसे रोकें?
थ्रेडेड और फ़्लैंज्ड कनेक्शन
सबसे खतरनाक और, दुर्भाग्य से, हाइड्रोलिक फ्रैक्चरिंग में सबसे आम दुर्घटनाएं प्राकृतिक गैस रिसाव के कारण होती हैं। हाइड्रोलिक फ्रैक्चरिंग न केवल विशेष उपकरण है, बल्कि बड़ी संख्या में थ्रेडेड और फ़्लैंग्ड कनेक्शन भी है। गैस रिसाव होने के लिए, कनेक्टिंग तत्वों को स्थापित करने की तकनीक का एक प्रतीत होता है कि मामूली उल्लंघन पर्याप्त है - यह एक या दूसरे बोल्ट को गलत तरीके से कसने के लिए पर्याप्त है, बन्धन के लिए विभिन्न व्यास के बोल्ट का उपयोग करें, या कम गुणवत्ता वाली सामग्री से बने गैसकेट स्थापित करें। आपातकालीन स्थिति का उन्मूलन इस प्रकार का- मरम्मत कार्य की पूरी सूची में से सबसे जटिल प्रक्रिया गैस उपकरण: विशेष रूप से आधुनिक तरीकों और सामग्रियों का उपयोग करके प्राकृतिक गैस रिसाव को अत्यंत सावधानी से समाप्त करना आवश्यक है। इस प्रकार, फ़्लैंज कनेक्शन में गास्केट को बदलने के लिए, केवल क्लिंगराइट और पैरोनाइट गास्केट का उपयोग करने की सिफारिश की जाती है जो तेल में अच्छी तरह से भिगोए जाते हैं या तेल और पेट्रोल प्रतिरोधी रबर से बने गास्केट का उपयोग करते हैं। ऑयल पेंट या सफेद पेंट के साथ गास्केट का संसेचन, साथ ही कई "गैस्केट" परतों का उपयोग, प्रौद्योगिकी का घोर उल्लंघन है, जो देर-सबेर हाइड्रोलिक फ्रैक्चरिंग में नई दुर्घटनाओं को जन्म देगा।
प्राकृतिक गैस रिसाव की संभावना को केवल तभी कम किया जा सकता है, यदि संभव हो तो, हाइड्रोलिक फ्रैक्चरिंग ऑपरेशन योजना को अनुकूलित किया जाए और कनेक्टिंग सेक्शन की संख्या कम की जाए। यदि गैस वितरण केंद्र में हीटिंग उपकरणों को समायोजित करने के लिए एक सहायक कक्ष है, तो दुर्घटनाओं के परिणामों को रोकने के लिए, कमरों को अलग करने वाले विभाजन के घनत्व पर ध्यान देने की सिफारिश की जाती है। में गैस नियंत्रण बिंदुस्टोव हीटिंग के साथ, एक महत्वपूर्ण सुरक्षा शर्त हीटिंग उपकरण पर धातु आवरण की जकड़न है।
रोटरी गैस मीटर
हाइड्रोलिक फ्रैक्चरिंग के संचालन में विफलता, जिसके कारण प्राकृतिक गैस का रिसाव होता है, अक्सर रोटरी गैस मीटर की विफलता से जुड़ा हो सकता है। इस मामले में रिसाव के सबसे आम कारण आवेग गैस पाइपलाइनों के यूनियन नटों का ढीला कसना, दोषपूर्ण गैसकेट, कनेक्टिंग फ्लैंज का गलत संरेखण आदि हैं।
यदि मीटर रोटर स्वयं नहीं घूमते हैं या मीटर संचालित होता है, जिससे अनुमेय मापदंडों के ऊपर दबाव में गिरावट आती है, तो कक्ष की दीवारों और रोटर्स के बीच की जगह की जांच करने की सिफारिश की जाती है - यह काफी संभव है कि यह यांत्रिक से भरा हुआ है अशुद्धियाँ यदि गियर पहियों वाले बक्से भरे हुए हैं, तो पहियों को "गीला साफ" करने और भरने की सिफारिश की जाती है साफ तेलबॉक्स में। अक्सर ऐसी स्थितियाँ होती हैं जब रोटर घूमते हैं, लेकिन मीटर स्वयं अपनी कार्यात्मक जिम्मेदारियों का सामना नहीं करता है - यह प्राकृतिक गैस की खपत नहीं दिखाता है या "गलत" डेटा दिखाता है। इस मामले में, रोटरी काउंटर की विफलता के कई कारण हो सकते हैं - गियरबॉक्स भरा हुआ है, चैम्बर की दीवारों और रोटर्स के बीच का अंतर ऊपर की ओर बदल गया है, या गिनती तंत्र बस टूट गया है।
गैस फिल्टर
गैस रिसाव अक्सर गैस फिल्टर की खराबी के कारण होता है, जो ऑपरेशन के दौरान यांत्रिक अशुद्धियों से भर जाता है। गैस फ़िल्टर बंद होने का मुख्य संकेत प्राकृतिक गैस के प्रवाह के प्रतिरोध में वृद्धि के कारण दबाव में महत्वपूर्ण गिरावट है। फिल्टर पर दबाव गिरने से पिंजरे की धातु की जाली टूट सकती है। आप केवल नियमित रूप से दबाव स्तर की जांच करके खराब गैस फिल्टर के कारण होने वाली आपातकालीन स्थितियों से बच सकते हैं। यदि मानक से विचलन देखा जाता है, तो यांत्रिक अशुद्धियों से गैस फिल्टर को साफ करने की सिफारिश की जाती है।
वाल्व
वाल्वों की खराबी भी प्राकृतिक गैस रिसाव का एक कारण है। आइए वाल्व कैसे और क्यों विफल होते हैं, इसके लिए कई विकल्पों पर गौर करें। सबसे पहले, गैस रिसाव शरीर और डिस्क पर सीलिंग सतहों के घिसाव के कारण हो सकता है: सीलिंग सतहों के भौतिक घिसाव से प्राकृतिक गैस बंद वाल्व के माध्यम से भी "फिसल" सकती है। दूसरे, वाल्व स्वयं टूटा हुआ हो सकता है - डिस्क स्पिंडल से बाहर आ गई है, स्पिंडल मुड़ा हुआ है, वाल्व फ्लाईव्हील टूट गया है, या तेल सील बॉक्स में दरारें दिखाई दी हैं, आदि।
सुरक्षा शट-ऑफ वाल्व
हाइड्रोलिक फ्रैक्चरिंग के संचालन के दौरान उत्पन्न होने वाली एक और समस्या सुरक्षा शट-ऑफ वाल्व की विफलता है। यदि वाल्व प्राकृतिक गैस की आपूर्ति बंद नहीं करता है, तो यह बहुत संभव है कि वाल्व बंद हो गया है या सीट में कुछ खराबी है। इस प्रकार की खराबी को वाल्व को अलग करने के बाद ही पहचाना और समाप्त किया जा सकता है। इस बीच, वाल्व खुला रह सकता है और लीवर चिपक जाने या रॉड चिपक जाने जैसे दोषों के बावजूद भी गैस को गुजरने दे सकता है। ऐसी खराबी का पता तब लगाया जा सकता है जब दृश्य निरीक्षणउपकरण। इसके विपरीत, यदि वाल्व, जैसा कि अपेक्षित था, आपूर्ति बंद कर देता है, लेकिन नियामक द्वारा प्राकृतिक गैस का दबाव नहीं बढ़ाया जाता है, तो आवेग ट्यूब बंद हो गई है, सिर की झिल्ली फट गई है, "फ्यूज" अनायास ही बंद हो गया है हाइड्रोलिक फ्रैक्चरिंग उपकरण के मजबूत कंपन के कारण बंद हो गया है, या सेटअप वाल्व के दौरान त्रुटियां हुई हैं यदि समायोजन के दौरान वाल्व नहीं खुलता है, तो सबसे अधिक संभावना है कि वाल्व स्टेम फंस गया है, वाल्व स्टेम से अलग हो गया है (वाल्व को उठाने पर इस खराबी का पता लगाया जा सकता है), या बाईपास वाल्व बंद हो गया है।
दबाव नियामक आरडी
आरडी प्रकार के गैस नियामकों का संचालन करते समय, कुछ मामलों में आउटपुट दबाव में वृद्धि देखी जाती है। ऐसा रेगुलेटर की खराबी के कारण होता है। विशेष रूप से, आउटपुट दबाव में वृद्धि तब होती है जब वाल्व सीट में कोई दोष होता है, झिल्ली की अखंडता से समझौता होता है, वाल्व की नरम सील क्षतिग्रस्त होती है, या स्प्रिंग का लोचदार बल दबाव मोड के लिए उपयुक्त नहीं होता है सेटिंग करते समय चयनित. एक समान रूप से सामान्य खराबी नियामक के सुरक्षा उपकरण (पीयू) के माध्यम से वायुमंडल में गैस का निकलना है। अक्सर, गैस डिस्चार्ज सुरक्षा उपकरण को सेट करने में त्रुटियों के कारण, पीयू वाल्व के बंद होने या पीयू सीट में दोषों की उपस्थिति के कारण होता है। यदि आरडी नियामक के आउटलेट पर प्राकृतिक गैस का दबाव धीरे-धीरे या तेजी से गिरता है, तो गैस सेवा तकनीशियन को यह जांचने की आवश्यकता होगी कि क्या स्प्रिंग टूट गया है, नियामक वाल्व बंद हो गया है, या नियामक के अपस्ट्रीम में स्थापित गैस फिल्टर बंद हो गया है . यदि नियामक के संचालन के दौरान दबाव स्पंदन देखा जाता है, तो सबसे अधिक संभावना है कि प्राकृतिक गैस का प्रवाह कम है (नियामक की थ्रूपुट क्षमता की तुलना में), आवेग ट्यूब भरा हुआ है, या संलग्न करने के लिए स्थान चुनते समय कोई त्रुटि हुई है गैस पाइपलाइन के लिए आवेग ट्यूब।
दबाव नियामक आरडीयूके और आरडीएससी
कभी-कभी ऐसा होता है कि आरडीयूके या आरडीएससी उपभोक्ताओं को गैस की आपूर्ति नहीं करता है। हटाना इस प्रकारखराबी का पता डायाफ्राम की अखंडता की जांच करके, स्प्रिंग को समायोजित करने वाले पायलट नियामक की कार्यक्षमता और क्लॉगिंग के लिए डिस्चार्ज आवेग ट्यूब का निरीक्षण करके किया जा सकता है। इसके अलावा, इस बात से इंकार नहीं किया जा सकता है कि पायलट वाल्व बंद हो गया है या जम गया है। यदि डायाफ्राम फट जाता है, तो एक सेवा तकनीशियन को गैस नियामक को अलग करना होगा और एक नया डायाफ्राम स्थापित करना होगा। स्प्रिंग को हटाते समय दृश्य निरीक्षण द्वारा दोषपूर्ण पायलट समायोजक स्प्रिंग की पहचान की जा सकती है। यदि आरडीएसके या आरडीयूके गैस का दबाव बढ़ाता है, तो वाल्व पूरी तरह से बंद नहीं हो सकता है, वाल्व स्टेम फंस गया है, या आवेग ट्यूब बंद हो गया है।
प्रकार: कम नियंत्रित दबाव का सुरक्षा शट-ऑफ वाल्व।
पीकेएन वाल्व एक अर्ध-स्वचालित शट-ऑफ उपकरण है जिसे गैस आपूर्ति को भली भांति बंद करने के लिए डिज़ाइन किया गया है।
जब नियंत्रित दबाव निर्धारित ऊपरी और निचली सीमा से आगे चला जाता है तो पीकेएन वाल्व स्वचालित रूप से बंद हो जाता है। वाल्व मैन्युअल रूप से खोला जाता है. वाल्व के मनमाने ढंग से खुलने को बाहर रखा गया है।
पीकेएन वाल्व की परिचालन शर्तों का पालन करना होगा जलवायु संस्करणयूएचएल श्रेणी 2 गोस्ट 15150-69 जिसमें परिवेश का तापमान माइनस 35 से प्लस 45 डिग्री सेल्सियस तक है।
पीकेएन वाल्व नाममात्र बोर आकार डीएन 50, 100 और 200 के साथ निर्मित होता है।
वाल्व प्रतीकों के उदाहरण:
कम नियंत्रित दबाव के सशर्त स्ट्रोक DN50 के साथ सुरक्षा शट-ऑफ वाल्व: - वाल्व PKN-50 TU 3710-001-1223400102013।
निर्माता भंडारण, परिवहन, स्थापना और संचालन के नियमों के अनुपालन के अधीन, कमीशनिंग की तारीख से 18 महीने या उत्पादन की तारीख से 24 महीने के लिए पीकेएन वाल्व के सामान्य संचालन की गारंटी देता है।
औसत सेवा जीवन: 15 वर्ष तक।
बुनियादी पैरामीटर और विशेष विवरणपीकेएन वाल्व
| पैरामीटर या आकार का नाम | पीकेएन-50 | पीकेएन-100 | पीकेएन-200 |
| इनलेट, एमएपी पर काम का दबाव, अब और नहीं | 1,2 | ||
| सशर्त बोर, डीएन, मिमी | 50 | 100 | 200 |
| नियंत्रित दबाव सेटिंग सीमा, एमपीए - निचला - ऊपरी |
0,0003 - 0,003 0,002-0,06 |
||
| निर्माण की लंबाई, मिमी | 230 | 350 | 600 |
| कुल मिलाकर आयाम, मिमी - लंबाई - चौड़ाई - ऊंचाई |
390
310 480 |
425
320 580 |
600
390 720 |
| वजन (किग्रा, | 33 | 73 | 140 |
पीकेएन वाल्व के संचालन का डिजाइन और सिद्धांत
वाल्व-प्रकार आवास 1 एडाप्टर निकला हुआ किनारा से जुड़ा है। पीकेएन-प्रकार के वाल्व की तुलना में 8.5 गुना कम। कवर 3 में एक बड़ा स्प्रिंग 5 स्थापित किया गया है, जिसका बल प्लग 6 के माध्यम से बदला जाता है, और एक छोटा स्प्रिंग 7, जिसका बल एक रॉड 8 के माध्यम से बदला जाता है। शरीर के अंदर मैं एक है वाल्व 9। वाल्व आस्तीन 9 पोस्ट 10 की दिशा में चलता है, शरीर में खराब हो जाता है, और रॉड वाल्व 9 एडाप्टर निकला हुआ किनारा 2 में छेद में चला जाता है।
वाल्व 9 को रोटरी शाफ्ट 13 पर लगे फोर्क 12 का उपयोग करके उठाया जाता है, जिसके अंत में एक लीवर 14 जुड़ा होता है।
वाल्व 9 में एक उपकरण है जो वाल्व 9 के खुलने के समय पहले और बाद में गैस के दबाव को बराबर करने के लिए बाईपास वाल्व के रूप में कार्य करता है। जब वाल्व खोला जाता है, तो लीवर 14 एडेप्टर फ्लैंज 2 पर स्थापित एंकर लीवर 15 से जुड़ जाता है। कवर 3 में स्थापित रॉकर आर्म 16, एक छोर पर झिल्ली 4 से जुड़ा होता है, और दूसरे छोर पर हथौड़ा से जुड़ा होता है। 17.
वाल्व खोलने के लिए, लीवर 14 को तब तक उठाना आवश्यक है जब तक कि यह एंकर लीवर 15 के साथ संलग्न न हो जाए। इस मामले में, वाल्व 9 ऊपर उठता है और गैस के लिए मार्ग खोलता है, जो आवेग ट्यूब के माध्यम से झिल्ली 4 के नीचे प्रवाहित होगी। वाल्व को रॉड 8 को घुमाकर निचली प्रतिक्रिया सीमा तक और ऊपरी सीमा तक - प्लग 6 को घुमाकर समायोजित किया जाता है।
यदि नियंत्रित गैस का दबाव निर्दिष्ट सीमा के भीतर है, तो रॉकर आर्म 16, एक छोर पर झिल्ली 34 से जुड़ा होगा, और दूसरा हैमर स्टॉप 17 के साथ संरेखित होगा, जो एक ऊर्ध्वाधर स्थिति में लॉक किया जाएगा, मैन्युअल रूप से उठाया जाएगा।
यदि नियंत्रित गैस का दबाव बड़े स्प्रिंग 5 द्वारा निर्धारित निर्दिष्ट ऊपरी सीमा से ऊपर बढ़ जाता है, तो झिल्ली 4, इस स्प्रिंग के बल पर काबू पाकर, ऊपर जाएगी और रॉकर आर्म 16 को मोड़ देगी, जिसका बाहरी सिरा हथौड़े के स्टॉप से अलग हो जाएगा। 17. लोड की कार्रवाई के तहत, हथौड़ा 17 गिर जाएगा और एंकर लीवर 15 के मुक्त छोर से टकराएगा, जो शाफ्ट पर लगे लीवर 14 और वाल्व 9 को अपने वजन के प्रभाव में छोड़ देगा और लीवर 14 का वजन, आवास I की काठी तक नीचे आ जाएगा और गैस के मार्ग को अवरुद्ध कर देगा। यदि नियंत्रित गैस का दबाव छोटे स्प्रिंग 7 द्वारा निर्धारित पूर्व निर्धारित सीमा से नीचे चला जाता है, तो इस स्प्रिंग की कार्रवाई के तहत झिल्ली 4, नीचे जाएगी और रॉकर आर्म 16 के अंदरूनी सिरे को नीचे कर देगी। इस मामले में, बाहरी सिरा नीचे चला जाएगा। नीचे जाएं और रॉकर आर्म 16 के अंदरूनी सिरे को नीचे करें। इस स्थिति में, रॉकर आर्म 16 का बाहरी सिरा हैमर स्टॉप को जोड़ने से बाहर आ जाएगा, जो गिरकर वाल्व को बंद कर देगा।
पीकेएन वाल्व की स्थापना और संचालन
पीकेएन वाल्व की स्थापना और संचालन गैस उद्योग में सुरक्षा नियमों के अनुसार किया जाता है। पीकेएन वाल्व स्थापित किया गया है ताकि गैस प्रवाह की दिशा वाल्व बॉडी पर तीर की दिशा से मेल खाए।
वाल्व स्थापित करने से पहले, बाहरी सतहों को फिर से संरक्षित करना आवश्यक है।
नकारात्मक तापमान वाले स्थानों में डिवाइस की स्थापना की अनुमति है, बशर्ते कि इन तापमानों पर गुजरने वाली गैस में जल वाष्प का संघनन न हो।
पीकेएन वाल्व को ऐसे वातावरण में स्थापित नहीं किया जाना चाहिए जो एल्यूमीनियम, कच्चा लोहा, स्टील, रबर और जिंक कोटिंग के लिए विनाशकारी हो।
पीकेएन वाल्व दबाव नियामक के सामने पाइपलाइन के क्षैतिज खंड पर लगाया गया है। झिल्ली क्षैतिज स्थिति में होनी चाहिए। गैस इनलेट को शरीर पर लगे तीर के अनुरूप होना चाहिए।
पीकेएन वाल्व अपनी सहायक सतह के साथ ब्रैकेट या स्टैंड पर स्थापित किया गया है और इसे अतिरिक्त बन्धन की आवश्यकता नहीं है।
आवेग ट्यूब को निपल (वेल्डेड) से जोड़ा जाना चाहिए और, यदि संभव हो तो, सिर से नीचे की ओर ढलान होना चाहिए और ढलान की विपरीत दिशा वाले खंड नहीं होने चाहिए जिसमें घनीभूत जमा हो सके।
यूके ट्यूब को क्षैतिज पाइपलाइन के निचले हिस्से से कनेक्ट करना जिसमें दबाव नियंत्रित होता है, की अनुमति नहीं है।
दबाव नियामक के बाद आवेग लिया जाता है।
फ़ैक्टरी संस्करण में, वाल्व लिफ्ट लीवर गैस प्रवाह के साथ बाईं ओर स्थित है। यदि, स्थापना स्थितियों के कारण, ऐसी व्यवस्था असुविधाजनक है, तो इसे पुनः स्थापित किया जा सकता है। ऐसा करने के लिए, नट्स को खोलें, इकट्ठे सिर को हटा दें, प्लग को स्वैप करें और कांटा धुरी को पलट दें। लीवर को धुरी पर रखें ताकि लीवर बार की धुरी उसी विमान में कांटा धुरी की दिशा के साथ मेल खाए, फिर लीवर को एक नट से सुरक्षित करें।
सिर को उसकी मूल स्थिति के सापेक्ष 180° घुमाकर स्थापित करें और नट्स को कस लें। वाल्व को स्थापित करने और फिर से जोड़ने के बाद, आपको हथौड़े से एंकर को खटखटाने की विश्वसनीयता की जांच करनी चाहिए, और सभी कनेक्शनों को 1.2 एमपीए के दबाव पर हवा, नाइट्रोजन या काम करने वाली गैस से सील कर दिया गया है। एडाप्टर फ्लैंज की उप-झिल्ली गुहा के सभी सीलिंग बिंदुओं को पीकेएन-0.1 एमपीए वाल्वों की जकड़न के लिए दबाव परीक्षण किया जाना चाहिए।
वाल्व को बंद करने की जकड़न के लिए दबाव 1, 2 एमपीए और 0.002 एमपीए है। कनेक्शन और सील पर वायु रिसाव की अनुमति नहीं है।
उपभोक्ता द्वारा आवश्यक प्रतिक्रिया दबाव में समायोजित किए जाने के बाद, पीकेएन वाल्व को सील कर दिया जाना चाहिए।
वाल्व की स्थापना और दबाव परीक्षण के पूरा होने पर, ऑपरेटिंग मापदंडों को समायोजित किया जाना चाहिए।
सबसे पहले रॉड के घूमने की निचली सीमा निर्धारित करें 8. समायोजन के दौरान, आपको आवेग ट्यूब में दबाव को निर्धारित सीमा से थोड़ा ऊपर बनाए रखना चाहिए, और फिर धीरे-धीरे दबाव कम करना चाहिए और सुनिश्चित करना चाहिए कि जब दबाव लगभग गिर जाए तो पीकेएन वाल्व काम करता है। कम मान सेट करें. फिर प्लग के रोटेशन की ऊपरी सीमा निर्धारित करें 6. समायोजन के दौरान, दबाव को कॉन्फ़िगर की गई निचली सीमा से थोड़ा ऊपर बनाए रखा जाना चाहिए।
समायोजन पूरा करने के बाद, दबाव बढ़ाएं और सुनिश्चित करें कि ऊपरी सीमा तक पहुंचने पर वाल्व संचालित हो।
पीकेएन वाल्व का परिवहन और भंडारण
इस प्रकार के परिवहन के लिए लागू माल की ढुलाई के नियमों के अनुसार, पैकेज्ड रूप में पीकेएन वाल्वों का परिवहन समुद्र को छोड़कर किसी भी प्रकार के परिवहन द्वारा किया जा सकता है।
गोदाम में दीर्घकालिक भंडारण के दौरान, सुरक्षा विकल्प VZ-1 GOST 9.014-78 के अनुसार संरक्षण तेल K-17 GOST 10877-76 या समूह II उत्पादों के लिए अन्य स्नेहक के साथ भंडारण के एक वर्ष के बाद वाल्वों को फिर से संरक्षित किया जाना चाहिए।
शेल्फ जीवन 6 वर्ष से अधिक नहीं है।
पंक्तियों में रखे उत्पाद के साथ पैकेजिंग के बिना सार्वभौमिक कंटेनरों में वाल्वों को परिवहन करने की अनुमति है, प्रत्येक पंक्ति को बोर्ड, प्लाईवुड आदि से बने स्पेसर से अलग किया जाता है।
पीकेएन वाल्व की संभावित खराबी और उन्हें दूर करने के तरीके
| खराबी का नाम, बाह्य अभिव्यक्ति | संभावित कारण | उन्मूलन विधि |
| सामान्य नियंत्रित दबाव के तहत हथौड़ा को ऊर्ध्वाधर कार्यशील स्थिति में स्थापित नहीं किया जाता है। | 1) आवेग नलिका बंद हो गई।2) झिल्ली टूटना. | 1) इम्पल्स ट्यूब को साफ करें और फूंक मारें।2) झिल्ली बदलें. |
| वाल्व बंद करने के बाद गैस का प्रवाह जारी रहता है। | 1) वाल्व सीट पर कसकर फिट नहीं होता है। | 1) यह देखने के लिए जांचें कि क्या वाल्व के नीचे कुछ घुस गया है।2) काठी पर खरोंच की जाँच करें।3) वाल्व रबर की लोच की जाँच करें।4) जाँच करें कि लीवर वाल्व के सापेक्ष सही ढंग से स्थापित है। |
शट-ऑफ वाल्व पीकेवी और पीकेएन अर्ध-स्वचालित शट-ऑफ डिवाइस हैं। उनका उद्देश्य गैर-आक्रामक हाइड्रोकार्बन गैसों की आपूर्ति को भली भांति बंद करना है। पीकेवी और पीकेएन उच्च (पीकेवी) और निम्न (पीकेएन) नियंत्रित दबाव के साथ निर्मित होते हैं, और इनका नाममात्र बोर 200, 100 या 50 मिलीमीटर होता है। उपकरणों का जलवायु डिजाइन UZ GOST 15150 (-40 डिग्री सेल्सियस से +45 डिग्री सेल्सियस तक) का अनुपालन करता है।
यदि निगरानी किए जाने वाले दबाव का स्तर निचली और ऊपरी सेटिंग सीमा से अधिक हो जाता है, तो पीकेवी या पीकेएन शट-ऑफ वाल्व स्वचालित रूप से बंद हो जाता है। वाल्व को मैन्युअल रूप से खोला जा सकता है। पीसीवी या पीकेएन वाल्व के मनमाने ढंग से खुलने को बाहर रखा गया है।
पीकेवी और पीकेएन वाल्वों की मुख्य तकनीकी विशेषताएं
 शट-ऑफ सुरक्षा वाल्व PKV (PKN) DU 200, 100, 50 का उपयोग उपभोक्ता को प्राकृतिक गैस की आपूर्ति को रोकने के लिए किया जाता है यदि दबाव स्तर निर्दिष्ट सीमा से अधिक हो जाता है। ये वाल्व गैस नियंत्रण इकाइयों (जीआरयू) और गैस नियंत्रण बिंदुओं (जीआरपी) में स्थापित किए जाते हैं। वाल्व दो संस्करणों में निर्मित होते हैं - उच्च दबाव(पीकेवी) और कम दबाव(पीकेएन)। GOST 15 150-69 के अनुसार वाल्वों का जलवायु डिजाइन U, श्रेणी 4 है।
शट-ऑफ सुरक्षा वाल्व PKV (PKN) DU 200, 100, 50 का उपयोग उपभोक्ता को प्राकृतिक गैस की आपूर्ति को रोकने के लिए किया जाता है यदि दबाव स्तर निर्दिष्ट सीमा से अधिक हो जाता है। ये वाल्व गैस नियंत्रण इकाइयों (जीआरयू) और गैस नियंत्रण बिंदुओं (जीआरपी) में स्थापित किए जाते हैं। वाल्व दो संस्करणों में निर्मित होते हैं - उच्च दबाव(पीकेवी) और कम दबाव(पीकेएन)। GOST 15 150-69 के अनुसार वाल्वों का जलवायु डिजाइन U, श्रेणी 4 है।
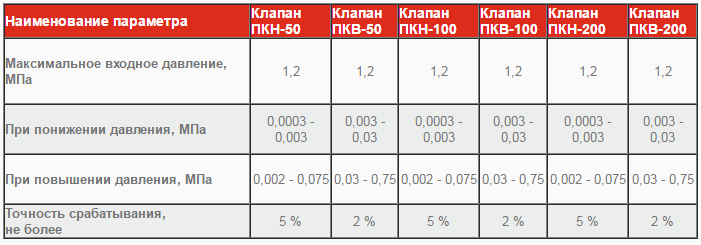
शट-ऑफ वाल्व पीकेएन, पीकेवी - नियंत्रणीय वाल्व दबाव सेटिंग सीमाएं
पीकेवी और पीकेएन वाल्व का उद्देश्य
शट-ऑफ सुरक्षा वाल्व पीकेवी और पीकेएन (इसके बाद केवल वाल्व) में स्वचालित मोडयदि दबाव स्तर स्थापित सीमा से अधिक बढ़ता या घटता है, तो उपयोगकर्ताओं को प्राकृतिक गैस की आपूर्ति बंद कर दें। GOST 5542-87 के अनुसार वाल्वों के लिए कार्यशील माध्यम प्राकृतिक गैस है। गैस की खपत और गैस वितरण प्रणालियों में उच्च, मध्यम और निम्न दबाव वाली गैस पाइपलाइनों पर वाल्व का उपयोग किया जाता है।
जिन स्थितियों में वाल्व संचालित होते हैं उन्हें GOST 15150-69 के अनुसार यूजेड जलवायु डिजाइन का पालन करना चाहिए (ऑपरेटिंग वायु तापमान मूल्यों को शून्य से 40 से +45 डिग्री सेल्सियस तक सीमित करें)।
दबाव के संदर्भ में, वाल्व के दो संस्करण तैयार किए जाते हैं, अर्थात् उच्च या निम्न आउटलेट दबाव के साथ, 200, 100 और 50 मिलीमीटर के नाममात्र बोर के साथ, साथ ही नियंत्रण लीवर के स्थान के अनुसार दो संस्करणों में - बाएं या दाएं . शट-ऑफ वाल्व का दाहिना संस्करण वह संस्करण है जिसमें डिवाइस के इनलेट फ्लैंज को देखते समय नियंत्रण लीवर दाईं ओर होते हैं। यदि लीवर बाईं ओर हैं, तो निष्पादन को बाएं हाथ से माना जाता है।
GOST R 54808-2011 के अनुसार वाल्व सील की जकड़न श्रेणी "ए" है।
पीकेएन और पीकेवी वाल्वों की स्थापना और संचालन
पीकेएन और पीकेवी वाल्वों की स्थापना और संचालन एक निर्माण और स्थापना संगठन के प्रतिनिधियों, या एक ऑपरेटिंग संगठन के प्रतिनिधियों द्वारा किया जाना चाहिए जो गैस वितरण नेटवर्क के कमीशनिंग, निर्माण और स्थापना कार्य के लिए मान्यता प्राप्त है। स्थापना और संचालन GOST R 54983-2012 और SNiP 42-01-2002 (SP 62.13330.2011), "गैस वितरण और गैस खपत नेटवर्क के लिए सुरक्षा नियम" के साथ-साथ डिवाइस ऑपरेटिंग मैनुअल की आवश्यकताओं के अनुसार किया जाना चाहिए। .
केवल वे व्यक्ति जो वाल्वों के संचालन नियमों से परिचित हैं, जिन्होंने कार्यस्थल सुरक्षा प्रशिक्षण प्राप्त किया है, उन्हें सुरक्षित कार्य विधियों में भी प्रशिक्षित किया गया है और जिनके पास रोस्टेक्नाडज़ोर प्रमाणपत्र हैं, उन्हें पीकेवी और पीकेएन वाल्वों की स्थापना और रखरखाव करने की अनुमति है।
पीकेवी और पीकेएन वाल्वों का संचालन सिद्धांत
वाल्व इस तरह काम करता है: डिवाइस की खुली स्थिति में, एंकर हुक और लीवर पिन आपस में जुड़े होते हैं। हथौड़े का निचला सिरा एंकर लीवर पर बने उभार पर टिका होता है।
हैमर पिन रॉकर आर्म के दाहिने उभरे हुए सिरे पर टिकी होती है, और इसका बायाँ सिरा रॉड के कुंडलाकार खांचे में फिट बैठता है।
जब नियंत्रित गैस दबाव का स्तर स्थापित सीमा के भीतर होता है, तो स्प्रिंग का निचला सिरा, वॉशर के माध्यम से, हेड कवर और कांच के उभारों पर टिका होता है, और झिल्ली पर दबाव नहीं डालता है। दबाव के प्रभाव में झिल्ली मध्य स्थिति ले लेती है। एडजस्टिंग स्क्रू नट को स्प्रिंग प्लेट के खिलाफ दबाया जाता है।
रॉकर आर्म हैमर पिन से जुड़ा हुआ है और लगभग क्षैतिज स्थिति में है।
जब झिल्ली के नीचे गैस का दबाव स्प्रिंग द्वारा निर्धारित सीमा से अधिक हो जाता है, तो रॉड के साथ झिल्ली ऊपर उठने लगती है, जिससे स्प्रिंग संकुचित हो जाती है। इस मामले में, घुमाव का दाहिना सिरा हथौड़ा पिन से अलग हो जाता है, और इसका बायां सिरा ऊपर उठ जाता है। इसके बाद, हथौड़ा गिरता है और एंकर लीवर के सिरे से टकराता है। लीवर एंकर से अलग हो जाता है और गिर जाता है, जिससे वाल्व बंद हो जाता है।
जब डायाफ्राम के नीचे दबाव का स्तर स्प्रिंग द्वारा निर्धारित सीमा से नीचे चला जाता है, तो रॉड और डायाफ्राम नीचे उतरने लगते हैं, रॉकर आर्म का दाहिना सिरा हथौड़ा पिन से अलग हो जाता है और ऊपर उठता है, जिससे वाल्व बंद हो जाता है, जैसा कि पिछले मामले में था .
पीकेवी और पीकेएन वाल्वों का डिज़ाइन
 शट-ऑफ सुरक्षा वाल्व में एक वाल्व-प्रकार का निकला हुआ शरीर होता है। इस बॉडी के अंदर एक सीट होती है जो वाल्व को रबर सील से बंद कर देती है।
शट-ऑफ सुरक्षा वाल्व में एक वाल्व-प्रकार का निकला हुआ शरीर होता है। इस बॉडी के अंदर एक सीट होती है जो वाल्व को रबर सील से बंद कर देती है।
वाल्व तने पर लटका रहता है। छड़ का ऊपरी सिरा सिर के छेद में चला जाता है, और इसका निचला सिरा गाइड पोस्ट के साथ चलता है।
एक पिन के माध्यम से, वाल्व स्टेम एक कांटा से जुड़ा होता है, जो धुरी पर लगा होता है। धुरी के अंत में भार के साथ एक निश्चित लीवर होता है। शरीर से निकलने वाली धुरी को रबर के छल्लों से सील कर दिया जाता है।
मुख्य वाल्व में एक अंतर्निर्मित छोटा बाईपास वाल्व होता है, जिसका उद्देश्य वाल्व के पहले और बाद के दबाव को बराबर करना है। इसे कैसे खोलें. जब वाल्व खुलेगा तो सबसे पहले रॉड हिलना शुरू करेगी, जिससे बाईपास वाल्व खुल जाएगा और शरीर की गुहाओं में दबाव बराबर हो जाएगा। इससे मुख्य वाल्व खुल जाएगा। वाल्व बंद करते समय, मुख्य वाल्व सीट पर बैठ जाता है, और उसके बाद, लीवर द्वारा लगाए गए प्रभाव के तहत, रॉड को सील के खिलाफ दबाया जाता है, और बाईपास वाल्व बंद हो जाता है।
आवास के शीर्ष फ्लैंज पर एक संलग्न सिर है। इसका ऊपरी भाग दबाव द्वारा नियंत्रित होने वाली एक सबमब्रेन गुहा बनाता है। आवरण और सिर के बीच एक छड़ के साथ एक झिल्ली जुड़ी होती है।
एक नियंत्रित दबाव समायोजन तंत्र ढक्कन के अंदर स्थित है।
एक स्टॉप वाला पिन झिल्ली रॉड के ऊपरी सिरे में छेद पर टिका होता है। स्टॉप पर एक वॉशर रखा गया है, जो ढक्कन ग्लास पर बने उभारों पर टिका हुआ है। एक छोटा स्प्रिंग स्टॉप पर टिका होता है, जो मॉनिटर किए जाने वाले दबाव की निचली सीमा की सेटिंग निर्धारित करता है। समायोजन पेंच को घुमाकर बल का निर्धारण किया जाता है।
स्प्रिंग वॉशर पर अपने निचले सिरे के साथ टिकी हुई है। यह दबाव की निगरानी के लिए ऊपरी सीमा सेटिंग को परिभाषित करता है। समायोजन कांच को हिलाकर बल को बदला जाता है। झिल्ली के नीचे निपल के माध्यम से एक नियंत्रित दबाव पल्स की आपूर्ति की जाती है।